
 Detail
Detail Quote
Quote









100+ Product Certifications have Been Obtained
ODM & OEM Smoke Detector Manufacturer
EN 14604 Certified | Focused on Europe



Your Reliable Partner for OEM/ODM Smoke Detectors
We make EN14604-certified smoke detectors tailored specifically for the European market. Our OEM/ODM solutions integrate certified Tuya WiFi modules, providing seamless compatibility for customers already using or planning to adopt the Tuya IoT ecosystem.
If you need our smoke detector’s RF 433/868 protocol to be fully compatible with your panel’s protocol, we offer tailor-made solutions to achieve seamless integration. Partner with Ariza to effortlessly expand your home fire safety product lines while ensuring optimal communication between your devices
Explore Our Customizable Home Security Devices
OEM/ODM Home Security Device : From Design to Packaging
We offer comprehensive customization services through custom branding, device design, and material selection to infuse your security products with a unique brand identity. Our team works closely with you to ensure each product meets international standards while showcasing your distinct style.

Our products strictly adhere to international safety standards, earning EN and CE certifications to ensure quality and compliance, providing a strong foundation for your market expansion.
Our products support various IoT protocols and leverage the mature Tuya ecosystem to seamlessly integrate with smart platforms, meeting diverse application needs.

We provide professional, customized packaging solutions that enhance product presentation and build a distinct brand image from design through production.

Reliable Safety Solutions for Every Environment
From Smart Homes to Schools and Hotels, Our Products Power Everyday Protection.



Founded in 2009, Shenzhen Ariza Electronics Co., Ltd. is a professional manufacturer specializing in smart smoke alarms, carbon monoxide (CO) detectors, and wireless home safety devices tailored specifically for the European market.
Our core customers include European smart home brands, IoT solution providers, and security system integrators. We provide comprehensive OEM/ODM services—ranging from hardware customization to private labeling—to streamline product development, reduce manufacturing costs, and accelerate time-to-market with high-quality products.
By integrating certified Tuya WiFi and Zigbee modules for seamless compatibility with the Tuya IoT platform and supporting RF 433/868 protocols, we offer flexible, reliable connectivity solutions. This combination of services and technology enables our partners to launch innovative products faster, boost competitiveness, and achieve mutually beneficial success.
100+ Product Certifications have Been Obtained
16 Years Experience in Smart Home Security
We can provide professional OEM I ODM service.
The area of our factory exceeds 2,000 square meters.







3 Simple Steps to Your Customized Security Devices
We provide fast, efficient, and precise customization services to make your experience stress-free and seamless.







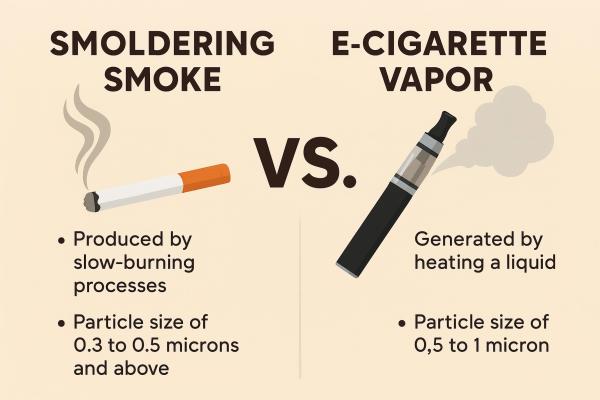
As vaping becomes a popular alternative to traditional smoking, many vapers may wonder whether using e-cigarettes in hotels could trigger smoke alarms. Under...

How RF 433/868 Smoke Alarms Integrate with Control Panels? Are you curious about how a wireless RF smoke alarm actually detects smoke and alerts a centr...

Choosing the correct certification for smoke alarms is crucial for compliance and product reliability in the global market. Different regions have distinct c...
Fire: A Real Threat to Every Home Fire remains one of the most dangerous safety threats for households worldwide. That’s why fire protection agencies globall...
As vaping becomes a popular alternative to traditional smoking, many vapers may wonder whether using e-cigarettes in hotels could trigger smoke alarms. Under...
How RF 433/868 Smoke Alarms Integrate with Control Panels? Are you curious about how a wireless RF smoke alarm actually detects smoke and alerts a centr...
Choosing the correct certification for smoke alarms is crucial for compliance and product reliability in the global market. Different regions have distinct c...
Fire: A Real Threat to Every Home Fire remains one of the most dangerous safety threats for households worldwide. That’s why fire protection agencies globall...
As vaping becomes a popular alternative to traditional smoking, many vapers may wonder whether using e-cigarettes in hotels could trigger smoke alarms. Under...
How RF 433/868 Smoke Alarms Integrate with Control Panels? Are you curious about how a wireless RF smoke alarm actually detects smoke and alerts a centr...


False alarms from smoke detectors can be frustrating—not only do they interrupt daily life, but they can also reduce ...

Heat Detector vs Smoke Detector: What’s the Difference and How to Choose the Right One for Your Business? In the fire...

Understanding Sliding Door Security & the Best Sensor Solution Why Sliding Doors Need a Special Alarm Sensor? Sli...
Why Flame-Retardant Materials Are Now a Baseline for Smoke Detectors As global fire safety regulations tighten, ...
False alarms from smoke detectors can be frustrating—not only do they interrupt daily life, but they can also reduce ...
Heat Detector vs Smoke Detector: What’s the Difference and How to Choose the Right One for Your Business? In the fire...
Understanding Sliding Door Security & the Best Sensor Solution Why Sliding Doors Need a Special Alarm Sensor? Sli...
Why Flame-Retardant Materials Are Now a Baseline for Smoke Detectors As global fire safety regulations tighten, ...
False alarms from smoke detectors can be frustrating—not only do they interrupt daily life, but they can also reduce ...
Heat Detector vs Smoke Detector: What’s the Difference and How to Choose the Right One for Your Business? In the fire...
Comprehensive FAQ: Smoke & CO Alarm Technical Details & Support
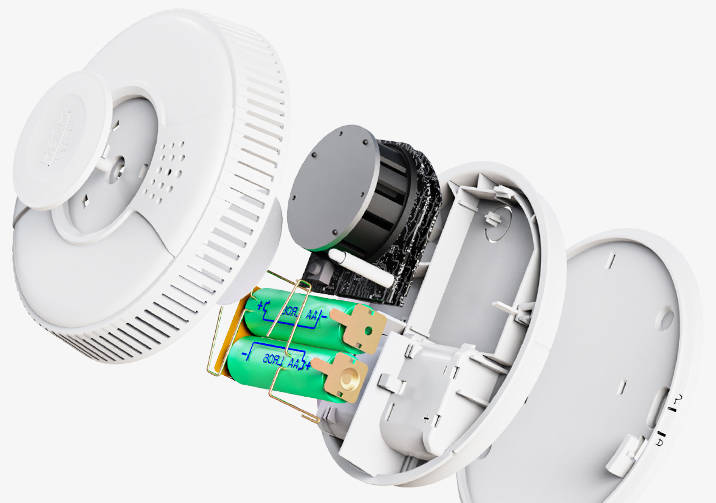
A: Our smoke alarms use advanced dual infrared emitting diode (IR LED), known for fast detection of smoldering fires as well as reducing false alarm. Our CO alarms use precise electrochemical sensors for reliable carbon monoxide detection.
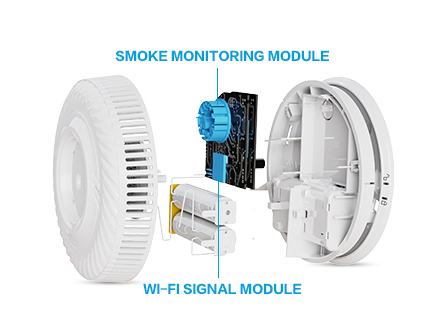
A: Our devices primarily use WiFi (2.4GHz, IEEE 802.11 b/g/n) and RF interconnection protocols at 433/868 MHz, compatible with European market requirements.
A: Our alarms feature flame-retardant housings, conformal coatings (three-proofing) on PCBA, metal mesh for insect resistance, and interference shielding to ensure stable performance in challenging environments.
A: We offer alarms with 3-year and 10-year battery life options, ensuring long-term reliability and reducing maintenance frequency.
A: We minimize false alarms by employing dual-optical-path technology (two transmitters and one receiver) in our photoelectric sensors. This technology detects smoke particles from multiple angles, accurately measures particle density, and differentiates genuine smoke from environmental interference. Combined with our built-in smart algorithms, anti-interference shielding, and precise calibration, our smoke alarms reliably detect real threats while significantly reducing false alarms.
A: We use Tuya’s certified WiFi modules, primarily TY series Wifi module, supporting stable WiFi (2.4GHz) communication and seamless Tuya IoT platform integration.
A: Yes, Tuya provides OTA (Over-the-Air) firmware updates. Updates can be executed remotely via the Tuya Smart Life app or your customized app integrated with Tuya SDK. here is the link:https://support.tuya.com/en/help/_detail/Kdavnti0x47ks
A: Absolutely. Using the Tuya SDK, you can fully customize your app’s interface, branding, functionalities, and user experience to align precisely with your market needs.
A: Tuya's standard cloud service has flexible pricing plans depending on device quantity and features. Basic cloud access typically does not incur significant costs, but additional services or higher device counts may require tailored pricing from Tuya.
A: Yes, Tuya IoT platform ensures end-to-end AES encryption and strict data protection protocols, fully compliant with GDPR standards in Europe, providing secure data storage and transmission.
A: Our smoke alarms are EN14604 certified, and our carbon monoxide alarms comply with EN50291, meeting stringent EU regulatory standards.
A: Typically, significant changes to product dimensions, internal electronics, sensors, or wireless modules require re-certification. Minor adjustments, such as branding or color, generally do not.
A: Yes, all Tuya modules integrated into our devices already hold CE and RED certifications for seamless European market access.
A: Our certification covers extensive EMC testing, battery safety tests, reliability tests such as aging, humidity resistance, temperature cycling, and vibration testing, ensuring product durability and compliance.
A: Yes, we can supply complete EN14604, EN50291, CE, and RED certificates, along with detailed test reports to support your regulatory filings and market entry processes.
Our alarms primarily utilize standardized RF communication (FSK modulation at 433/868 MHz). To ensure smooth integration with your existing systems, we recommend the following approach:
A: Yes, we offer comprehensive technical documentation upon request, including our RF communication protocols (FSK modulation at 433/868 MHz), detailed interface specifications, command sets, and API guidelines. Our documentation is designed to facilitate efficient integration by your engineering team.
A: For optimal system stability, we recommend interconnecting up to 20 RF wireless alarms. Our alarms utilize built-in anti-interference metal shielding, advanced RF signal filtering, and sophisticated anti-collision algorithms to effectively mitigate interference, ensuring reliable communication even in complex environments.
A: We typically do not recommend integrating battery-powered wireless smoke alarms directly with smart home platforms like Alexa or Google Home, as maintaining continuous WiFi connectivity significantly shortens battery life. Instead, for smart home integration scenarios, we recommend AC-powered alarms or using dedicated smart gateways compatible with Zigbee, Bluetooth, or other low-power protocols to balance connectivity needs and battery efficiency.
A: For large-scale deployments or buildings with complex structures, we provide dedicated RF repeaters and professional guidance for RF signal amplification. These solutions effectively extend communication coverage, ensuring consistent, stable, and reliable alarm performance across extensive installation areas.
A: Our dedicated technical support team typically responds within 24 hours, providing immediate troubleshooting support and solutions.
A: Yes, our Tuya-based devices support remote diagnostics and provide detailed logs through the Tuya cloud, facilitating quick identification and resolution of technical issues.
A: Our alarms are designed to be maintenance-free during the battery lifetime. However, we recommend periodic self-testing through the built-in test button or Tuya app to ensure long-term performance.
A: For customized OEM/ODM projects, we provide dedicated engineering support, feasibility studies, detailed technical evaluations, and assistance throughout the entire product lifecycle.



